25-08-2015|6415
Hướng dẫn sử dụng phần mềm SSCNC: Swansoft CNC
.Bảng điều khiển 2 :
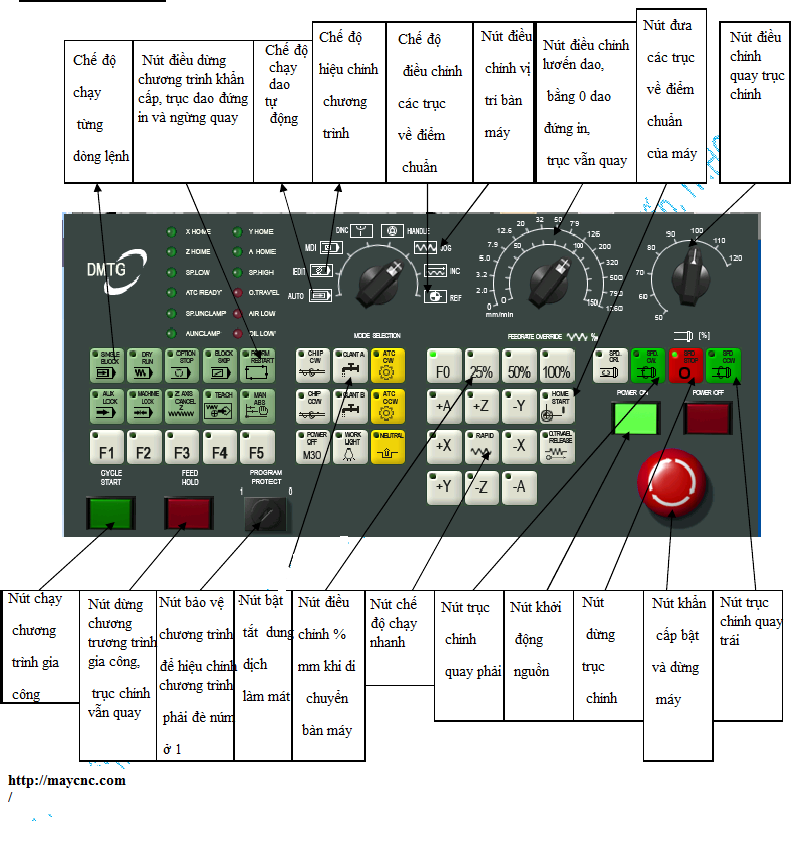
ü Chúng ta nên nhớ rằng, để hiệu chỉnh các thông số, lôi chương trình
gia công thì phải chọn Mode Selection về vị trí Edit.
ü Sau khi chọn điểm 0 của máy trùng góc trái trên bên phải của chi
tiết, hệ tọa độ có biểu tượng màu đỏ sẽ trùng với điểm trái trên bên phải
của phôi.
ü Khi chúng ta nhập chương trình lập trình vào thì sẽ suất hiện thêm
điểm 0 của chương trình, lúc này chúng ta vào nút Offset seting để hiệu
chỉnh điểm 0 của chương trình( nên chọn trùng điểm 0 của chi tiết).
ü Các câu lệnh từ G54 – G59 dùng để chuyển hệ trục tọa độ.
ü Trong chương trình, Lệnh F luôn có hiệu cho đến khi một lệnh F
tiếp theo đc gọi ra. Giá trị chạy dao chỉ định sau địa chỉ F sẽ đạt đúng giá
trị của nó khi nút OVERRIDE trên bảng đk ở vị trí 100%
- Cách điều chỉnh vị trí bàn máy:
Sau khi để ở chế độ Jog(di chuyển nhanh) hoặc chế độ INC (di chuyển
chậm), muốn di chuyển trục X thì ta chon núm có chữ X, nó sẽ sáng lên,
lần lượt chọn núm dấu - hoặc + để di chuyển sang 2 bên. Các nút X1 là di
chuyển 1mm, nghĩa là 1 lần ấn chữ X nó sẽ di chuyển 1mm, tương tự với
các nút X10, X100, X1000. Muốn di chuyển nhanh ta chọn nút Rapit ở
giữa các chữ X, Y,Z, các nút này chỉ có tác dụng với di chuyển chậm là
chế độ INC.
- Cách điều chỉnh các trục về điểm chuẩn của máy:
Chọn về vị trí Ref, sau đó lần lượt chọn các nút X,Y và Z thì các trục sẽ
tự động chạy về điểm chuẩn của máy.
- Các chức năng của núm xoay Mode selection:
Trên máy công cụ CNC thường cho phép hoạt động ở các chế độ sau :
– Manual: Dùng các phím điều khiển bằng tay để dịch chuyển bàn máy.
Chế
độ nầy chủ yếu dùng cho việc gá đặt hiệu chỉnh chi tiết trên máy. Ví dụ
cho trục chính quay, cho trục chính chuyển động theo phương Z, cho bàn
máy chuyển động theo phương X, phương Y
– Manual Data Input (MDI) : nhập các lệnh mã máy (mã G & M) vào
hệ điều
khiển qua các phím bảng điều khiển. Mặc dù có thể nhập toàn bộ chương
trình gia công vào hệ điều khiển, chế độ MDI thường dùng để soạn thảo,
sữa đổi các chương trình đã có sẵn trong bộ nhớ hoặc gá đặt trước dụng
cụ.
– Auto kết hợp với việc bật nút Single Block: khi ta ấn nút Cycle start thì
chạy chuong trình theo từng dòng lệnh. Chế độ nầy dùng vào việc kiểm
tra, hoàn chỉnh trước khi chuyển chế độ tự động (automatic)
– Automatic :khi ta ấn nút Cycle start chế độ chạy tự động chương trình
gia công sẽ đc thực hiện.
– Các chế độ dừng chương trình:
+ Dừng khẩn cấp (Emergency Stop): Dừng tức khắc các chuyển động
của
máy, mọi thông tin của bộ nhớ công tác đều bị xoá. Khi đóng mạch trở lại
cho hệ điều khiển, phải thực hiện lại chuyển động trở về điểm chuẩn
+ Dừng chạy dao (Feed Hold): Dừng toàn bộ các chuyển động chạy dao,
khi đó các số liệu về vị trí trên các trục chuyển động không bị mất. Chức
năng nầy thường dùng để kiểm tra dao, sau đó chương trình có thể được
tiếp tục nhờ 1 phím REPOS (Reposition) để dao trở lại vị trí công tác
trước khi dừng chạy dao
Công ty chúng tôi rất hân hạnh được phục vụ Quý khách hàng.
Công ty TNHH Đầu Tư Quốc Tế Việt Nam
Đ/c: Số 2010, Tòa nhà CT3A khu đô thị Văn Quán, Hà Đông, Hà Nội.
Tel: 04 35666 6727 - 0912 817 066 - 0912 666 817
Website: maycnc.com/ shoda.vn
Hotline
024 35 666 727
Hotline
0963 060 905 - 0934 682 818

11-06-2015|135141
Chắc hẳn các bạn đã làm quen với lập trình máy CNC thì sẽ thấy những điều này thật quen thuộc nhưng với những bạn mới bước vào CNC, chắc chắn điều...








